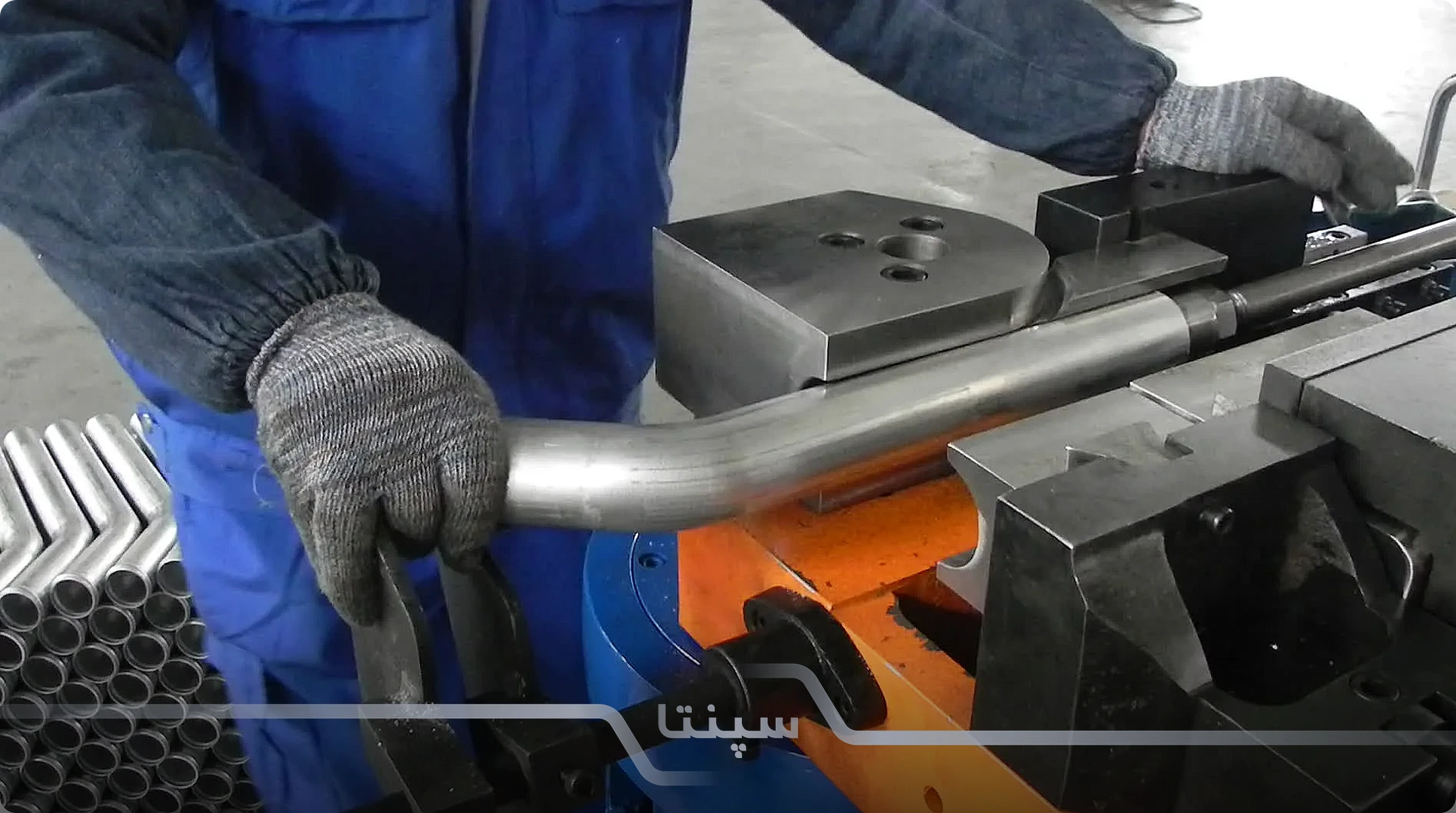
خمکاری لوله گالوانیزه به فرآیندی گفته میشود که طی آن با اعمال نیروی مشخص، لوله بدون آنکه آسیبی به بدنه یا پوشش گالوانیزه آن برسد، به شکل دلخواه خم شده و زوایای مختلفی به آن داده میشود (لوله به شکل U یا لوله به شکل U یا V خم میشود). این روش در صنایع مختلف مانند پتروشیمی، ساختمانسازی و هوافضا کاربرد گستردهای دارد. برای انجام خمکاری، ماشینآلات و ابزارهای خاصی به کار میروند تا خمهای دقیق و بدون شکستگی ایجاد شود.
رعایت اصول و استانداردهای لازم در این فرآیند، موجب افزایش مقاومت و استحکام لوله، تامین شکل مورد نظر و جلوگیری از آسیب به سطح آن میشود. همچنین، در این فرآیند حجم لوله ثابت باقی میماند و تغییرات تنها در شکل و زاویه ایجاد میشود.

انواع روش های خمکاری لوله کدام است؟
روشهای خمکاری لوله گالوانیزه مشابه خمکاری لولههای فولادی است. لوله گالوانیزه لوله درزدار فولادی است که ضخامت پوشش گالوانیزه بر ضخامت گوشته و بدنه لوله اثر چشمگیری ندارد. با این حال انتخاب بهترین روش خمکاری به عواملی مانند اندازه و سایز لوله، شعاع خمش، هزینهها و ملاحظات اقتصادی بستگی دارد. هزینه خمکاری نیز بر اساس روش مورد استفاده متفاوت خواهد بود.
هر یک از روشهای خمکاری محدودیتهایی دارند که با دقت و حساسیت بیشتر میتوان از بروز مشکلات احتمالی جلوگیری کرد. به طور کلی، روشهای خمکاری لوله به سه دسته اصلی تقسیم میشوند که هر کدام، تکنیکهای مختلفی دارند.
خمکاری لوله گالوانیزه به روش گرم
خمکاری لوله فولادی به روش گرم یکی از قدیمیترین روشهای شکلدهی به لولهها است که در موارد خاص، مانند جلوگیری از بیضی شدن مقطع، چروکیدگی، ریزش پوشش یا کاهش دقت در خمکاری سرد، مورد استفاده قرار میگیرد. در این روش، حرارت موجب تغییر ساختار کریستالی لوله و بهبود قابلیت تغییر شکل آن میشود.
خمکاری گرم بیشتر در صنایع نفت و گاز، سیستمهای آبرسانی و تهویه به کار میرود و برای لولههایی که توان تحمل تنشهای خمکاری سرد را ندارند، مناسب است. این روش با وجود دقت بالا و جلوگیری از آسیبهای احتمالی، هزینه بیشتری دارد و نیازمند استفاده از پرکنندهها برای بهبود کیفیت خمش است.
خمکاری لوله گالوانیزه به روش سرد
خمکاری لوله فولادی به روش سرد یکی از روشهای مناسب برای خمکاری لولههایی با شعاع زیاد و زاویه خمش کوچک است. این روش بهطور خاص برای لولههای انتقال نفت و گاز گزینهای ایدهآل محسوب میشود. خمکاری سرد شامل روشهای مختلفی مانند خمکاری پرسی، فشاری، غلطکی، کششی، آزاد و کششی-چرخشی است. این فرآیند میتواند با یا بدون استفاده از حرارت انجام شود، اما باید روی موادی اعمال شود که قابلیت خمیدگی داشته باشند.
نیروهای مورد استفاده در این روش شامل نیروی دست و پا، مکانیکی، الکترومکانیکی و هیدرولیک است. دستگاههای خمکاری که در این روش به کار میروند معمولا سبک و ساده طراحی میشوند تا در صورت نیاز بتوان از نیروی دست برای عملیات خمکاری استفاده کرد.
خمکاری لوله گالوانیزه به روش CNC
خمکاری لوله گالوانیزه به روش CNC یک فرآیند دقیق و پیشرفته است که با استفاده از دستگاههای کنترل عددی انجام میشود. این روش بهواسطه دقت بالا و قابلیت تکرارپذیری، امکان ایجاد خمهای پیچیده با زاویهها و شعاعهای دقیق را فراهم میکند.
از این روش بیشتر در صنایع حساس مانند خودروسازی، هوافضا و تاسیسات استفاده میشود. مزیت اصلی خمکاری CNC کاهش خطا، افزایش سرعت و بهینهسازی مصرف مواد است که در نهایت منجر به تولید قطعات با کیفیت و کاهش هزینههای تولید میشود.

خمکاری لوله گالوانیزه به چه دستگاه یا تجهیزاتی نیاز دارد؟
دستگاه لوله خم کن و تجهیزات لازم برای خمکاری لولههای گالوانیزه شامل ماشینآلات و ابزارهای پیشرفته است. دستگاههای خمکاری CNC به دلیل دقت بالا و قابلیت ایجاد خمهای پیچیده، از اصلیترین تجهیزات این فرآیند هستند. برای لولههای با قطر بالا معمولا از پرسهای خمکاری استفاده میشود. در حالی که ابزارهای دستی برای خمهای ساده و لولههای ظریفتر مناسبترند. انتخاب ابزار مناسب نقش کلیدی در کیفیت خم و حفظ خواص مکانیکی لوله ایفا میکند.
دستگاه لوله خم کن
- دستگاه لوله خم کن دستی: این دستگاهها بهصورت دستی عمل میکنند و برای خمکاری لولههای گالوانیزه در اندازههای کوچک و برای خمهای ساده مناسب هستند. معمولا برای کارهای با حجم پایین و پروژههای کوچک کاربرد دارند.
- دستگاه لوله خم کن هیدرولیک: این دستگاهها با استفاده از نیروی هیدرولیک برای خمکردن لولهها عمل میکنند و قادرند لولههای گالوانیزه با قطر و ضخامت بیشتر را بهطور دقیق و یکنواخت خم کنند. این نوع دستگاه برای پروژههای صنعتی و سنگین کاربرد دارد.
- دستگاه لوله خم کن برقی (الکترومکانیکی): این دستگاهها از نیروی الکتریکی برای اعمال نیرو به لولهها استفاده میکنند و برای خمکاری لولهها در اندازههای متوسط و کارهای با دقت بالا به کار میروند.
- دستگاه لوله خم کن CNC: این دستگاهها بهطور دقیق و با استفاده از کامپیوتر برای خمکاری لولههای گالوانیزه طراحی شدهاند. دستگاههای CNC قادرند پیچیدگیهای زیادی را در خمکاری لولهها انجام دهند و برای پروژههای دقیق و بزرگ کاربرد دارند.
- دستگاه لوله خم کن غلطکی: این دستگاه از سه غلطک برای خمکاری لولهها استفاده میکند و بهویژه برای خمکردن لولههایی با شعاع بزرگ مناسب است. دستگاههای غلطکی بهطور گسترده در صنعت برای خمکاری لولههای گالوانیزه با ضخامت زیاد استفاده میشوند.
چالشهای احتمالی برای خمکاری لوله گالوانیزه کدام است؟
یکی از چالشهای اصلی در خمکاری لولههای گالوانیزه، حفظ سلامت پوشش گالوانیزه است که نقش مهمی در مقاومت لوله در برابر خوردگی دارد. خمکاری غیراصولی ممکن است به این پوشش آسیب رسانده و عمر مفید لوله را کاهش دهد. برای جلوگیری از این مشکل، نظارت دقیق بر فرآیند خمکاری و بررسی وضعیت پوشش پس از آن ضروری است.
همچنین، طراحی دقیق و رعایت محدودیتهای خمکاری میتواند از بروز مشکلات جلوگیری کرده و به بهبود عملکرد سیستمهای لولهکشی کمک کند.
چالش بیضی شدن مقطع لوله، موضوع چالش بعدی خواهد بود. در هنگام خمکاری، مقطع لوله ممکن است از حالت دایرهای به بیضی تغییر کند که میتواند بر جریان سیال یا عملکرد مکانیکی تاثیر منفی بگذارد. همچنین در صورت استفاده از نیروی نامناسب یا زاویه خم بیش از حد، احتمال ایجاد ترک یا چروک در لوله افزایش مییابد.
علاوه بر آن، شعاع خم باید به دقت کنترل شود. زیرا شعاع بسیار کوچک میتواند به کاهش استحکام لوله منجر شود.
به یاد داشته باشید که خرابیهای ناشی از خمکاری غیراصولی میتواند هزینههای اضافی برای تعمیر یا تعویض لولهها ایجاد کند.
استانداردهای لازم برای خم لوله گالوانیزه چیست؟
برای خمکاری لولههای گالوانیزه، رعایت استانداردهای زیر ضروری است:
- ASTM A53: مشخصات فنی لولههای فولادی گالوانیزه.
- EN 10255: استاندارد اروپایی برای لولههای فولادی گالوانیزه.
- شعاع خم مناسب: حداقل ۸ برابر قطر لوله.
- دمای خمکاری گرم: کنترل دما برای حفظ پوشش گالوانیزه.
- محدودیت ضخامت لوله: برای هر روش خمکاری باید ضخامت لوله رعایت شود.
این استانداردها به حفظ کیفیت و جلوگیری از آسیب به پوشش گالوانیزه کمک میکنند.

محاسبات خمکاری لوله گالوانیزه را جدی بگیرید:
محاسبات خمکاری لوله گالوانیزه مشابه خمکاری لولههای فولادی است، اما باید توجه ویژهای به حفظ پوشش گالوانیزه و جلوگیری از آسیب به آن داشت. در ابتدا، شعاع خم باید به گونهای انتخاب شود که معمولا مضربی از قطر لوله باشد. برای لولههای گالوانیزه، شعاع خم باید به گونهای انتخاب شود که از شکستن یا از دست دادن پوشش گالوانیزه جلوگیری کند. این انتخاب صحیح شعاع خم تاثیر زیادی بر هزینهها، زمان تولید و کیفیت نهایی خم دارد.
علاوه بر این، توجه به دمای خمکاری و استفاده از تجهیزات مناسب بسیار مهم است. دمای خمکاری باید بهطور دقیق کنترل شود تا از آسیب به پوشش گالوانیزه و کاهش مقاومت لوله در برابر خوردگی جلوگیری شود. همچنین، باید به سطوح داخلی و خارجی لوله دقت شود تا خم بدون تغییرات ناخواسته در ویژگیهای مکانیکی و ظاهر لوله انجام گیرد.
کاربردهای خم لوله گالوانیزه کدام است؟
خمکاری لوله گالوانیزه کاربردهای مختلفی دارد که به دلیل ویژگیهای مقاومتی این لولهها در برابر خوردگی، در بسیاری از صنایع مورد استفاده قرار میگیرد. برخی از مهمترین کاربردهای خم لوله گالوانیزه عبارتند از:
- سیستمهای لولهکشی آب و فاضلاب: لولههای گالوانیزه به دلیل مقاومت بالا در برابر زنگ زدگی، در شبکههای آبرسانی و فاضلاب مورد استفاده قرار میگیرند.
- ساخت اسکلتهای فلزی: لولههای خمشده گالوانیزه در ساخت اسکلتهای فلزی، به ویژه در ساخت سولهها، ساختمانها و سازههای صنعتی کاربرد دارند.
- سیستمهای تهویه مطبوع: در سیستمهای تهویه و تهویه مطبوع، از لولههای گالوانیزه برای انتقال هوا استفاده میشود که نیاز به خمکاری دارند تا به شکل مناسب نصب شوند.
- پروژههای ساختمانی و صنعتی: خمکاری لولههای گالوانیزه برای انتقال گاز، برق و دیگر مایعات در ساختمانها و کارخانهها کاربرد دارد.
- کشاورزی و گلخانهها: در سیستمهای آبیاری گلخانهها، از لولههای گالوانیزه خمشده برای انتقال آب به روشهای مختلف استفاده میشود.
- صنعت نفت و گاز: لولههای گالوانیزه خمخورده در خطوط لولهکشی نفت و گاز جهت انتقال مواد به کار میروند.
- سیستمهای نقاله و حمل و نقل: در برخی از سیستمهای نقاله برای حمل مواد و محصولات، لولههای گالوانیزه خمشده برای ساخت سازهها و نوار نقالهها استفاده میشوند.
- ایجاد زانویی: برخی از لولههای گالوانیزه مثل لوله برق گالوانیزه یا لوله آب، به جهت تولید زانو دوردار (بدون درب) در زاویه ۹۰ یا ۴۵ درجه خم میشوند.

نکات مهمی که در هنگام خم لولههای گالوانیزه باید بدانید:
برای خمکردن لولههای گالوانیزه به درستی و حفظ مقاومت در برابر خوردگی، نکات زیر باید رعایت شوند:
- انتخاب لوله باکیفیت: از لولههای گالوانیزه با پوشش روی یکنواخت و ضخیم استفاده کنید، زیرا لولههای بیکیفیت ممکن است پوشش ضعیفی داشته باشند که باعث ایجاد مشکلات در خمکاری میشود.
- برنامهریزی دقیق: قبل از خمکردن، مکان و زاویه خم را به دقت مشخص کنید. برای اطمینان از دقت، محل دقیق خم را اندازهگیری و علامتگذاری کنید.
- استفاده از ابزار مناسب: برای حصول به خم یکنواخت و بدون آسیب به لوله، ابزار مناسب را انتخاب کنید.
- اعمال فشار یکنواخت: در هنگام خمکاری سرد، فشار را به صورت تدریجی و یکنواخت به لوله وارد کنید. از وارد کردن فشار زیاد که باعث آسیب به پوشش روی میشود، خودداری کنید.
- بازرسی پس از خمکاری: پس از خم، پوشش روی را بررسی کنید تا از هرگونه آسیب یا ترکخوردگی مطمئن شوید. در صورت مشاهده نقص، آن را با رنگ گالوانیزه تعمیر کنید.
- جلوگیری از خمهای تیز: از خمکردن لولهها در زوایای تیز خودداری کنید، زیرا این کار ممکن است پوشش روی را آسیب بزند.
- تولیدکننده: بسیاری از تولیدکنندهها مثل لوله سپنتا یا ساوه، خم لوله انجام نمیدهند. در نتیجه قیمت لوله گالوانیزه سپنتا، بدون خم اعلام میشود و هزینه جدا برای خمکاری باید در نظر گرفت.
- تهویه مناسب در خمکاری گرم: اگر از روش گرم برای خمکاری استفاده میکنید، در محیطی با تهویه مناسب کار کنید تا از استنشاق دود ناشی از حرارت جلوگیری شود.
- رعایت ایمنی: هنگام خمکردن لولههای گالوانیزه، حتما از تجهیزات ایمنی مانند دستکش و عینک محافظ استفاده کنید و لوله را به خوبی ثابت کنید تا از لغزش آن در حین کار جلوگیری شود.
با رعایت این نکات، میتوانید از آسیب دیدن پوشش روی لوله گالوانیزه جلوگیری کرده و خمکاری دقیقی انجام دهید.